




1. Kiểm tra và phân tích lý thuyết
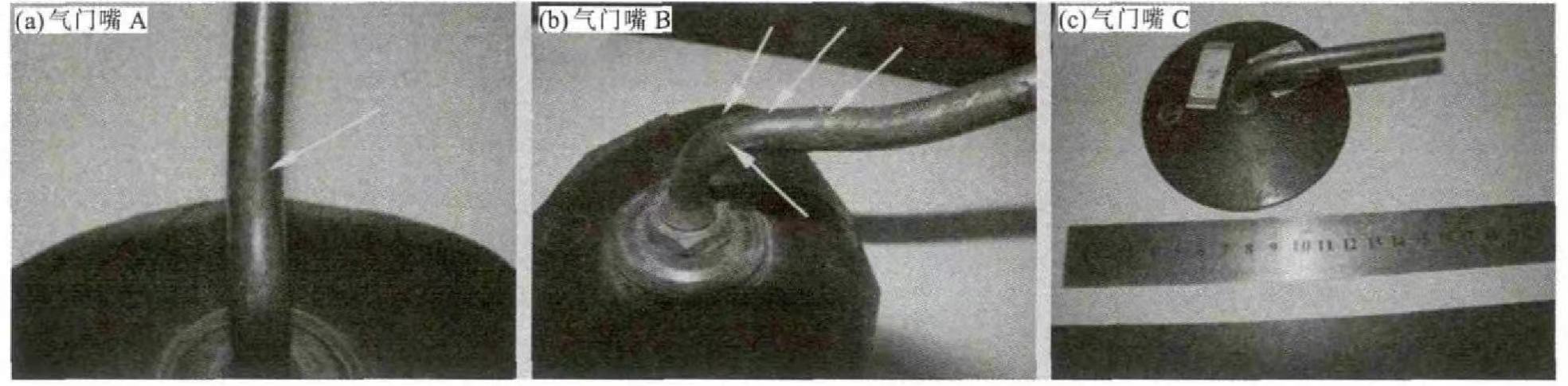
Trong số 3van lốpCác mẫu được công ty cung cấp, 2 là van, và 1 là van chưa được sử dụng. Đối với A và B, van chưa sử dụng được đánh dấu màu xám. Hình 1 tổng quan. Bề mặt ngoài của van A nông, bề mặt ngoài của van B là bề mặt, bề mặt ngoài của van C là bề mặt, và bề mặt ngoài của van C là bề mặt. Van A và B bị phủ bởi các sản phẩm ăn mòn. Van A và B bị nứt ở các chỗ uốn cong, phần ngoài của chỗ uốn cong nằm dọc theo van, miệng vòng van B bị nứt về phía cuối, và mũi tên màu trắng được đánh dấu giữa các bề mặt bị nứt trên bề mặt của van A. Từ những điều trên, có thể thấy các vết nứt ở khắp mọi nơi, các vết nứt lớn nhất, và các vết nứt ở khắp mọi nơi.
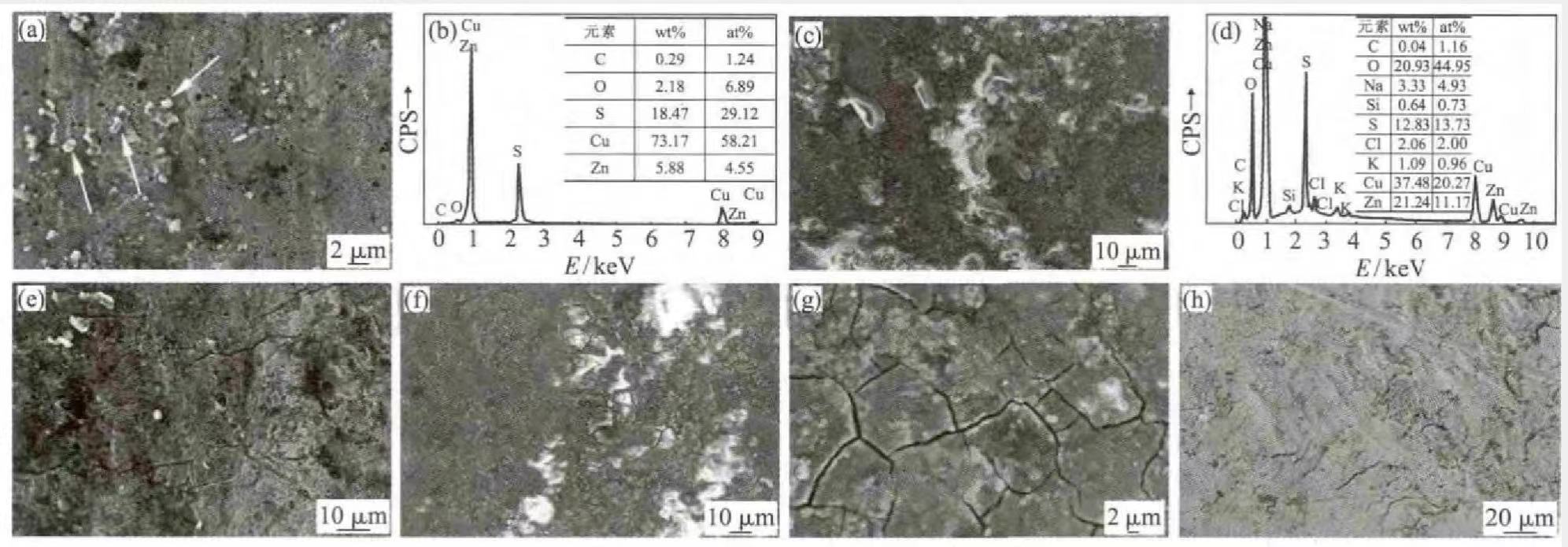
Một phần củavan lốpCác mẫu A, B và C được cắt từ phần uốn cong, và hình thái bề mặt được quan sát bằng kính hiển vi điện tử quét ZEISS-SUPRA55, thành phần vi mô được phân tích bằng EDS. Hình 2 (a) cho thấy cấu trúc vi mô của bề mặt van B. Có thể thấy rằng có nhiều hạt màu trắng và sáng trên bề mặt (được chỉ ra bằng mũi tên trắng trong hình), và phân tích EDS của các hạt màu trắng cho thấy hàm lượng S cao. Kết quả phân tích phổ năng lượng của các hạt màu trắng được thể hiện trong Hình 2(b).
Hình 2(c) và (e) là cấu trúc vi mô bề mặt của van B. Có thể thấy từ Hình 2(c) rằng bề mặt gần như được bao phủ hoàn toàn bởi các sản phẩm ăn mòn, và các nguyên tố ăn mòn trong sản phẩm ăn mòn theo phân tích phổ năng lượng chủ yếu bao gồm S, Cl và O, hàm lượng S ở từng vị trí cao hơn, và kết quả phân tích phổ năng lượng được thể hiện trong Hình 2(d). Có thể thấy từ Hình 2(e) rằng có các vết nứt nhỏ dọc theo vòng van trên bề mặt van A. Hình 2(f) và (g) là hình thái vi mô bề mặt của van C, bề mặt cũng được bao phủ hoàn toàn bởi các sản phẩm ăn mòn, và các nguyên tố ăn mòn cũng bao gồm S, Cl và O, tương tự như Hình 2(e). Nguyên nhân gây nứt có thể là do ăn mòn ứng suất (SCC) dựa trên phân tích sản phẩm ăn mòn trên bề mặt van. Hình 2(h) cũng là cấu trúc vi mô bề mặt của van C. Có thể thấy bề mặt tương đối sạch, và thành phần hóa học của bề mặt được phân tích bằng EDS tương tự như hợp kim đồng, cho thấy van không bị ăn mòn. Bằng cách so sánh hình thái vi mô và thành phần hóa học của ba bề mặt van, cho thấy có các chất ăn mòn như S, O và Cl trong môi trường xung quanh.
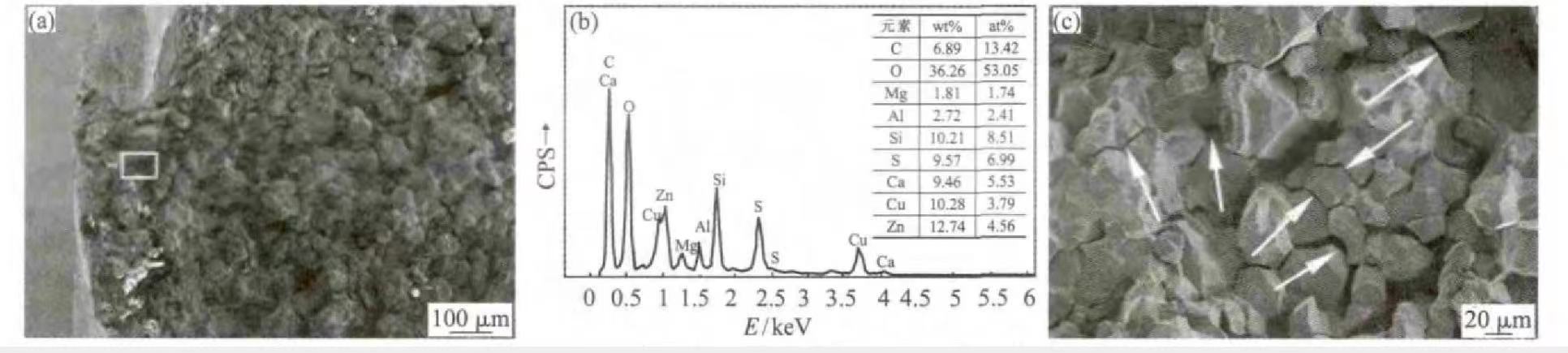
Vết nứt của van B được phát hiện thông qua thử nghiệm uốn cong, và người ta thấy rằng vết nứt không xuyên suốt toàn bộ tiết diện của van, mà chỉ nứt ở phía uốn cong về phía sau, và không nứt ở phía đối diện với phần uốn cong về phía sau của van. Quan sát bằng mắt thường cho thấy màu sắc của vết nứt sẫm màu, cho thấy vết nứt đã bị ăn mòn, và một số phần của vết nứt có màu sẫm hơn, điều này cho thấy sự ăn mòn nghiêm trọng hơn ở những phần này. Vết nứt của van B được quan sát dưới kính hiển vi điện tử quét, như thể hiện trong Hình 3. Hình 3 (a) cho thấy hình dạng vĩ mô của vết nứt van B. Có thể thấy rằng vết nứt bên ngoài gần van đã bị bao phủ bởi các sản phẩm ăn mòn, một lần nữa cho thấy sự hiện diện của môi trường ăn mòn trong môi trường xung quanh. Theo phân tích phổ năng lượng, các thành phần hóa học của sản phẩm ăn mòn chủ yếu là S, Cl và O, và hàm lượng S và O tương đối cao, như thể hiện trong Hình 3(b). Quan sát bề mặt vết nứt, người ta thấy rằng kiểu phát triển vết nứt là theo kiểu tinh thể. Quan sát vết nứt ở độ phóng đại cao hơn cũng có thể thấy một lượng lớn các vết nứt thứ cấp, như thể hiện trong Hình 3(c). Các vết nứt thứ cấp được đánh dấu bằng mũi tên trắng trong hình. Sản phẩm ăn mòn và các kiểu phát triển vết nứt trên bề mặt vết nứt một lần nữa cho thấy đặc điểm của hiện tượng nứt do ăn mòn ứng suất.
Van A chưa bị nứt, cần cắt bỏ một phần van (bao gồm cả vị trí nứt), mài và đánh bóng phần trục của van, sau đó dùng dung dịch FeCl3 (5 g) + HCl (50 mL) + C2H5OH (100 mL) để ăn mòn, và quan sát cấu trúc luyện kim và hình thái phát triển vết nứt bằng kính hiển vi quang học Zeiss Axio Observer A1m. Hình 4 (a) cho thấy cấu trúc luyện kim của van, là cấu trúc hai pha α+β, trong đó pha β tương đối mịn và dạng hạt, phân bố trên nền pha α. Hình 4(a), (b) thể hiện các kiểu lan truyền vết nứt ở các vết nứt chu vi. Do bề mặt vết nứt được lấp đầy bởi các sản phẩm ăn mòn, khoảng cách giữa hai bề mặt vết nứt rộng, nên khó phân biệt được các kiểu lan truyền vết nứt. Nhiều vết nứt thứ cấp (được đánh dấu bằng mũi tên trắng trong hình) cũng được quan sát thấy trên vết nứt chính này, xem Hình 4(c), và các vết nứt thứ cấp này lan truyền dọc theo thớ gỗ. Mẫu van đã được khắc được quan sát bằng kính hiển vi điện tử quét (SEM), và người ta thấy rằng có nhiều vết nứt nhỏ ở các vị trí khác song song với vết nứt chính. Những vết nứt nhỏ này bắt nguồn từ bề mặt và lan rộng vào bên trong van. Các vết nứt có sự phân nhánh và kéo dài dọc theo thớ gỗ, xem Hình 4(c), (d). Môi trường và trạng thái ứng suất của các vết nứt nhỏ này gần như giống với vết nứt chính, vì vậy có thể suy ra rằng hình thức lan truyền của vết nứt chính cũng là giữa các hạt, điều này cũng được xác nhận bằng quan sát gãy vỡ của van B. Hiện tượng phân nhánh của vết nứt một lần nữa cho thấy đặc điểm của hiện tượng nứt ăn mòn do ứng suất của van.
2. Phân tích và thảo luận
Tóm lại, có thể suy ra rằng hư hỏng của van là do nứt ăn mòn ứng suất gây ra bởi SO2. Nứt ăn mòn ứng suất thường cần đáp ứng ba điều kiện: (1) vật liệu nhạy cảm với ăn mòn ứng suất; (2) môi trường ăn mòn nhạy cảm với hợp kim đồng; (3) điều kiện ứng suất nhất định.
Người ta thường tin rằng kim loại nguyên chất không bị ăn mòn do ứng suất, còn tất cả các hợp kim đều dễ bị ăn mòn do ứng suất ở các mức độ khác nhau. Đối với vật liệu đồng thau, người ta thường cho rằng cấu trúc hai pha có khả năng bị ăn mòn do ứng suất cao hơn so với cấu trúc một pha. Tài liệu đã chỉ ra rằng khi hàm lượng Zn trong vật liệu đồng thau vượt quá 20%, nó có khả năng bị ăn mòn do ứng suất cao hơn, và hàm lượng Zn càng cao thì khả năng bị ăn mòn do ứng suất càng cao. Cấu trúc luyện kim của vòi phun khí trong trường hợp này là hợp kim hai pha α+β, và hàm lượng Zn khoảng 35%, vượt xa 20%, do đó nó có độ nhạy cảm ăn mòn do ứng suất cao và đáp ứng các điều kiện vật liệu cần thiết cho hiện tượng nứt do ăn mòn ứng suất.
Đối với vật liệu đồng thau, nếu không thực hiện ủ giảm ứng suất sau khi biến dạng gia công nguội, hiện tượng ăn mòn do ứng suất sẽ xảy ra dưới điều kiện ứng suất và môi trường ăn mòn thích hợp. Ứng suất gây ra nứt ăn mòn do ứng suất thường là ứng suất kéo cục bộ, có thể là ứng suất tác dụng hoặc ứng suất dư. Sau khi bơm lốp xe tải, ứng suất kéo sẽ được tạo ra dọc theo hướng trục của vòi phun khí do áp suất cao trong lốp, gây ra các vết nứt chu vi trong vòi phun khí. Ứng suất kéo do áp suất bên trong lốp gây ra có thể được tính toán đơn giản theo công thức σ=p R/2t (trong đó p là áp suất bên trong lốp, R là đường kính trong của van và t là độ dày thành van). Tuy nhiên, nhìn chung, ứng suất kéo do áp suất bên trong lốp tạo ra không quá lớn, và cần phải xem xét ảnh hưởng của ứng suất dư. Vị trí nứt của các vòi phun khí đều nằm ở chỗ uốn cong ngược, và rõ ràng là biến dạng dư ở chỗ uốn cong ngược rất lớn, và ở đó có ứng suất kéo dư. Trên thực tế, trong nhiều chi tiết hợp kim đồng thực tế, hiện tượng nứt ăn mòn do ứng suất hiếm khi gây ra bởi ứng suất thiết kế, mà hầu hết là do ứng suất dư không được phát hiện và bị bỏ qua. Trong trường hợp này, tại chỗ uốn cong phía sau của van, hướng của ứng suất kéo sinh ra bởi áp suất bên trong của lốp xe trùng với hướng của ứng suất dư, và sự chồng chất của hai ứng suất này tạo ra điều kiện ứng suất cho hiện tượng nứt ăn mòn do ứng suất.
3. Kết luận và đề xuất
Phần kết luận:
Sự nứt vỡ củavan lốpNguyên nhân chủ yếu là do nứt ăn mòn ứng suất gây ra bởi SO2.
Gợi ý
(1) Truy tìm nguồn gốc của môi trường ăn mòn trong môi trường xung quanhvan lốpvà cố gắng tránh tiếp xúc trực tiếp với môi trường ăn mòn xung quanh. Ví dụ, có thể phủ một lớp chống ăn mòn lên bề mặt van.
(2) Ứng suất kéo dư của quá trình gia công nguội có thể được loại bỏ bằng các quy trình thích hợp, chẳng hạn như ủ giảm ứng suất sau khi uốn.
Thời gian đăng bài: 23/09/2022
